☎ 規模
☞ 本規范規矩了高速東西鋼鍛件技能請求、查驗辦法、查看規矩、象征及質量證明文件。
☞ 本規范適用于經鐓拔或重復鐓拔的高速東西鋼刀具鍛件對本規范規矩以外的新式高速東西鋼刀具鍛件也可參照運用。
☎ 規范性引證文件
☞ 下列文件關于本文件的應用是必不可少的但凡注日期的引證文件,僅注日期的版別適用于本文件但凡不注日期的引證文件,其版別(包含一切的修正單)適用于本文件。
☞ GB/T 224 鋼的脫碳層深度測定法,GB/T 230.1 金屬材料洛氏硬度實驗 第 1 有些:實驗辦法(A、B、C、D、E、F、G、H、K、
N、T 標尺)。
☞ GB/T 231.1 金屬材料布氏硬度實驗 第 1 有些:實驗辦法GB/T 1814 鋼材斷口查驗法GB/T 9943 高速東西鋼B/T 4009 觸摸式超聲縱波直射探傷辦法。
☎ 技能請求:鍛件的形狀和尺度應契合鍛件圖樣及技術文件的請求。
☞ 鍛件外表存在的有些凹坑、折疊、發裂、裂紋等缺點,其深度不得超越單邊加工余量實踐值的1/2。
☞ 鍛件應經退火處理,退火后硬度應契合表 1 的規矩,與GB/T 9943 的規矩共同。
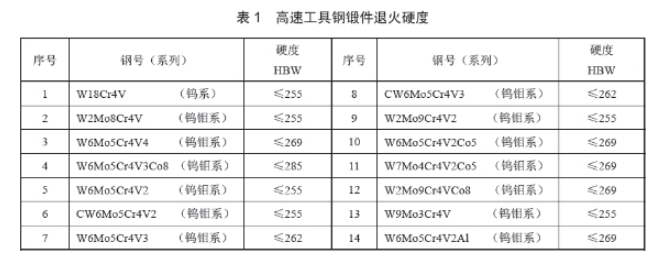
☞ 鍛件退火后脫碳層深度不得超越單邊加工余量實踐值的1/2外表缺點和脫碳層疊加后的總深度不得超越單邊加工余量實踐值的2/3。
☞ 鍛件斷口有必要均勻細密,不得有裂紋和萘狀斷口缺點。
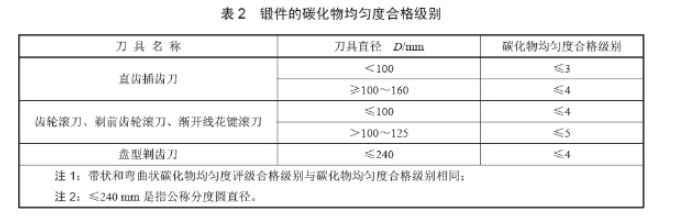
☞ 鍛件的碳化物均勻度合格等級應契合表 2 的規矩。
☞ 查驗辦法通常規矩鍛件的形狀與尺度用樣板、游標卡尺或鋼直尺合作卡鉗等丈量東西查看鍛件的外表質量用目測查看。
☞ 硬度查驗應契合 GB/T 230.1 或GB/T 231.1 的規矩脫碳層查驗應契合 GB/T 224 的規矩。
斷口查驗應契合 GB/T 1814 的規矩鍛件內部裂紋等缺點的超聲查看應契合 JB/T 4009 的規矩。
☎ 碳化物均勻度查驗試樣的切取
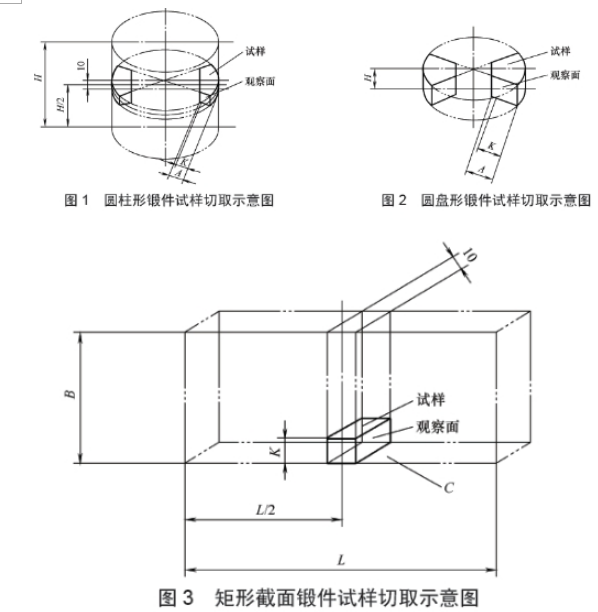
☞ 依據鍛件形狀,按如下規矩切取試樣:圓柱形鍛件:在鍛件高度H 方向的中心切取厚度大于10 mm 一片,然后沿直徑方向切取試樣兩塊,試樣邊長A 應大于或等于查看部位尺度K(見圖1)。
☞ 圓盤形鍛件:沿鍛件直徑方向切取試樣兩塊,試樣邊長A 應大于或等于查看部位尺度K(見圖2矩形截面鍛件:在鍛件長度L 的中心切取厚度大于10 mm 一片,然后沿縱向切取試樣一塊,試樣高度等于查看部位尺度K(見圖3)。
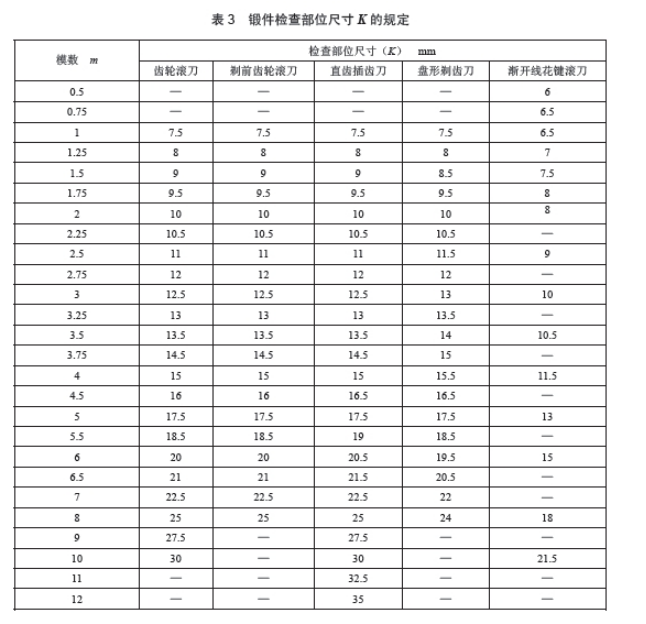
☞ 查看部位尺度 K 按刀具的刃口有些尺度加5 mm 核算對矩形截面鍛件,當尺度K 的核算值大于矩形長邊B 的1/2 時,K 值取B 的1/2。
☞ 齒輪滾刀、剃前齒輪滾刀、直齒插齒刀、盤形剃齒刀、漸開線花鍵滾刀的查看部位尺度 K 按表3的規矩。

 東莞市正航儀器設備有限公司 Copyright ? 版權所有
東莞市正航儀器設備有限公司 Copyright ? 版權所有



