
自主研發生產設備,持有多項專利
主營:高低溫沖擊箱、冷熱沖擊試驗箱、兩箱冷熱沖擊箱等設備
統一服務熱線:
400-822-8565
158-9969-7899
主營:高低溫沖擊箱、冷熱沖擊試驗箱、兩箱冷熱沖擊箱等設備
400-822-8565
158-9969-7899
石墨(碳)纖維增強鎂基復合材料時局性發展
碳纖維增強鎂基復合材料是繼鋁基復合材料之后的又一具有競爭力的輕金屬基復合材料。由于其具有高的比剛度和熱導率,在某些方面,其性能甚至超過了鋁基復合材料,在航空航天及汽車工業中有了廣泛的應用前景。碳纖維增強鎂基復合材料由于具有低密度、高比強度、高比剛度、良好的尺寸穩定性、優良的鑄造性能等特點,是當今高技術領域中非常有希望采用的復合材料之一。近年來,也加快了對碳纖維增強鎂基復合材料的研究步伐,正航儀器來為您介紹有關部分:
一、石墨(碳)纖維增強鎂基復合材料的發展
目前,世界上對碳纖維增強鎂基復合材料的研究非常活躍,美國、日本、德國、加拿大、英國等國家的一些大學和研究機構都開展了很多碳纖維增強鎂基復合材料的研究。每年一屆的國際鎂會議都有關于鎂基復合材料的論文,另外,近幾屆的國際復合材料會議(ICCM)上有關碳纖維增強鎂基復合材料的論文也逐漸增多。我國也開展了碳纖維增強鎂基復合材料的實驗研究,但都處于實驗階段。近三四年國內關于石墨(碳)纖維增強鎂基復合材料的研究較少,對這種復合材料的研究集中在1996~1998 年。
1、基體和增強體的選擇
鎂基復合材料主要由三部分組成:鎂合金基體、增強體以及基體與增強體之間的界面。用基體合金目前主要有:Mg-Mn,Mg-A1,Mg-Zn,Mg-Zr,Mg-Li 和Mg-RE,此外,還有于較高溫度下工作的2個合金系Mg-Ag 和Mg-Y。鎂基復合材料根據其使用性能選擇基體合金,側重鑄造性能的可選擇鑄造鎂合金為基體;側重擠壓性能的則一般選用變形鎂合金。因純鎂強度低,不適于作為鎂基復合材料的基體,一般需要添加合金元素進行合金化。主要合金元素有A1、Zn、Li、Ag、Zr、Th、Mn、Ni 和稀土金屬等,其中A1、Zn、Li 較為常用。它們在鎂合金中具有固溶強化、沉淀強化、細晶強化等作用,添加少量Al、Mn、Zn、Zr、Be等可以提高強度;Mn可以提高耐蝕性;Zr可細化晶粒和提高熱裂傾向;稀土金屬除具有類似Zr的作用外,還可以改善鑄造性能、焊接性能、耐熱性以及消除應力腐蝕傾向;Li除可在很大程度上降低復合材料的密度外,還可以大大改善機體鎂合金的塑性。近期研究表明,基體采用非晶態鎂合金,復合材料的機械性能得到很大的提高,強化機制不是完全清楚,一般認為氧化顆粒改變了基體的斷裂機制。
碳纖維由于具有高的強度及彈性模量,良好的潤滑及耐磨性能,密度小,成本低等優點而成為目前備受重視的增強纖維。碳纖維一般可按力學性能和制造原料來進行分類。
(1)按力學性能一般可分為四類:
①模量(UHM)碳纖維;
②高模量(HM)碳纖維;
③強度(UHS)碳纖維;
④高強度(HS)碳纖維。
其主要力學性能見表1-2。
(2)按原材料可分為聚丙烯腈(PAN)碳纖維、瀝青碳纖維和人造絲碳纖維,目前結構復合材料中大多數采用PAN碳纖維,而在未來的幾年后,PAN碳纖維作為增強體的統治地位將會受到中間相瀝青基碳纖維的挑戰。
2、纖維增強鎂基復合材料的制備
當前,制備纖維增強鎂基復合材料的工藝方法分為固相法和液相法。
(1)固相法 固相法有擴散粘結法、熱壓法、粉末冶金法以及拉拔法。擴散粘結法是把處理過的碳纖維制成中間原料,然后將這些中間原料重疊起來,在真空中加熱制得纖維增強金屬復合材料。中間原料有兩種,一種是排好的長纖維上充分粘附基體金屬,制成的箔狀預浸料,另一種是長纖維束連續浸透熔融的液態金屬形成的線狀原料。擴散粘結法利用了金屬的塑性變形和自身擴散作用,可制得質量較好的纖維增強金屬基復合材料。熱壓法是一種通過壓實和結合來制造低成本復合材料板才的熱等溫軋制過程。該方法需要在保護氣氛下進行。粉末冶金法是預先將纖維和基體粉末充分均勻混合,而后經成型干燥熱壓,制成纖維增強金屬基復合材料。拉拔法是一種通過壓實和結合來制造復合材料的熱等溫連續抽拉工藝。可以生產各種棒材管材等。
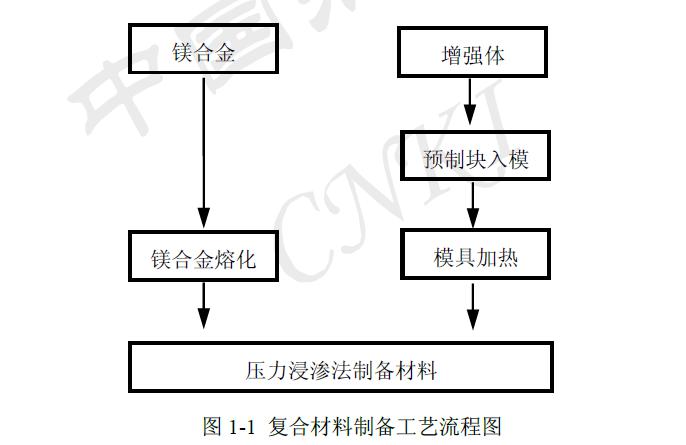
(2)液相法 液相法源于上世紀60 年代,80 年代末到90 年代中期得到了長足的發展。與固相法相比,液相法制造纖維增強金屬基復合材料具有一次成型、質量穩定和成木低廉等優點,被認為是潛力和較成功的方法。液相法有壓力浸滲法、真空壓力浸滲法、常壓鑄造法以及無壓浸滲法。壓力浸滲法是依零件的形狀制作增強體預制塊,將預制塊放入鑄型,在重力或一定附加壓力作用下使澆入的液態金屬滲入預制塊的制備工藝。壓力浸滲法在小型零部件制造中使用較普遍。采用這種方法時增強體預制型的制作及其相關的模具設計非常重要。對制備方法的研究大量集中在改善工藝參數方面,如預制體的溫度和擠壓壓力等。由于鑄造法工藝簡單,制品價格相對低廉,因此比較適合于規模的工業性生產。
真空壓力浸滲法是近年發展起來的制備精細結構復合材料的方法,實質是利用大氣壓力來促進液體金屬與增強體的結合。使用此方法時,先將預制體放入模具內抽真空,然后施加5-l0MPa 的壓力將熔融的金屬液體壓入模具內,直至金屬液完全浸透預制體,待冷卻后即可得到纖維增強的金屬基復合材料。該方法的壓力易控制,強度均勻,不易引起預制體變形、破壞,可以實現近似無余量成型,特別適合于性能要求高的復雜精密制件,但存在設備昂貴、工件尺寸受限制以及生產效率低等缺點。
無壓浸滲法(Presureless melt infiltration)是指在高溫下金屬熔體依靠毛細管力作用向多孔預制體內滲透,包括物理熔滲和化學熔滲兩種。物理熔滲的基本原理和工藝過程為:增強相與鎂合金液接觸,在一定的氣氛、合金成份和工藝溫度條件下,金屬對增強材料的潤濕性增強,或金屬與預制體內截留的有限容積的氣體發生反應造成真空,或兩種機制共同作用,使合金熔體自發浸滲到增強體材料中,制得鎂基復合材料。化學熔滲的基本原理和工藝過程為;將增強相的組分元素或其化合物充分混合制成壓坯,置于鎂合金液中,在高溫下直接與合金液發生反應生成增強相,均勻分布在鎂合金液中,形成鎂基復合材料。http://www.bjzazl.cn
 東莞市正航儀器設備有限公司 Copyright ? 版權所有
東莞市正航儀器設備有限公司 Copyright ? 版權所有contact us
地址:廣東省東莞市寮步鎮嶺安街2號手機微信號

微信公眾號

手機網站


