
自主研發生產設備,持有多項專利
主營:高低溫沖擊箱、冷熱沖擊試驗箱、兩箱冷熱沖擊箱等設備
統一服務熱線:
400-822-8565
158-9969-7899
主營:高低溫沖擊箱、冷熱沖擊試驗箱、兩箱冷熱沖擊箱等設備
400-822-8565
158-9969-7899
電弧噴涂技術綜合概述
電弧噴涂技術是熱噴涂技術家族中的一種。50年代初這個方法已經在很多國家得到了工業上的應用,并被介紹到我國來,在我國它曾一度被看作落后的技術而被淘汰。從六十年代末到現在,電弧噴涂在國外受到越來越多的人的重視,技術不斷發展,應用不斷擴大。在國內,很多重點院校早期開展對電弧噴涂開展了研究工作。電弧噴涂技術由于其設備、材料的發展與更新,使它成為目前熱噴涂技術中備受重視的技術之一,在長效防腐、零件維修和表面改性等方面應用廣泛。據資料統計,近期內,在所有熱噴涂技術中,電弧噴涂的市場比例將上升到第三位。
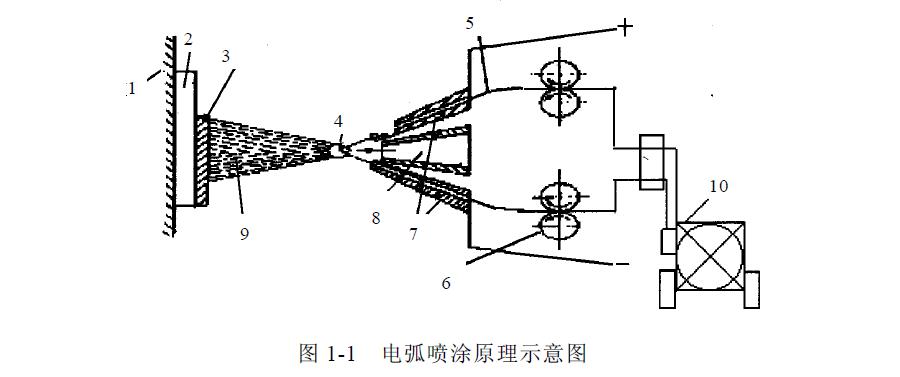
一、電弧噴涂的基本原理
電弧噴涂是將兩根彼此絕緣、機械送進的噴涂絲材進入霧化氣流區的某一點,噴涂絲材間通以18~40 V的電壓,引燃的電弧使絲材端部加熱熔化并達到過熱狀態,強烈的壓縮空氣霧化氣流使熔融的金屬噴射、霧化,并以微粒的方式在每秒200~300 m的高速狀態下沖擊到經過預先處理的工件表面上,這些溫度很高的粒子在工件表面因高速沖擊而變形,形成疊層薄片,還會發生少量冶金反應或出現擴散區,隨即冷卻,最終形成層狀結構的涂層。電弧噴涂原理如圖1-1所示:
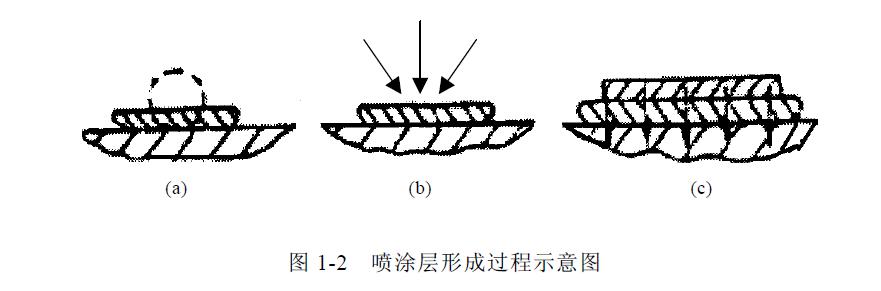
二、噴涂涂層的形成過程
噴涂時,首先是噴涂材料被加熱熔化,緊接著是熔滴霧化階段,然后被氣流或熱源射流推動向前噴射的飛行階段;最后以一定的動能沖擊基體表面,產生強烈碰撞展平成扁平狀涂層并瞬間凝固(圖a);在凝固冷卻的0.1 s中,此扁平狀涂層繼續受環境和熱氣流的影響(圖b);每隔0.1 s第二層薄片形成,通過已形成的薄片向基體或涂層進行熱傳導(圖c)。
涂層的形成決定了涂層的結構。噴涂層是由無數變形粒子互相交錯呈波浪形堆疊在一起的層狀組織結構,顆粒之間不可避免存在一部分孔隙或空洞,并有氧化物和夾雜。涂層經過適當的處理后,結構會發生變化,消除氧化物夾雜和孔隙,層狀結構變為均質結構,與基體表面的結合狀態也發生了變化。
三、涂層與基體的結合形式
涂層的結合強度包括涂層與基體表面的結合的結合力和涂層內部的結合的內聚力。通常認為有以下幾種方式:
1、機械結合碰撞成扁平狀并隨基體表面起伏的顆粒,由于和凹凸不平的表面互相嵌合,形成機械釘扎而結合。一般來說,涂層與基體表面的結合以機械結合為主。
2、冶金化學結合當涂層和基體表面出現擴散合金化時,其結合為冶金化學結合,包括在結合面上生成金屬間化合物或固溶體。
3、物理結合顆粒對基體表面的結合,是由范德華力或次價鍵形成的物理結合。
當熔滴顆粒碰撞基體表面時,在產生變形的同時受到激冷而凝固,由于噴涂材料與基體材料物理性質的差異,從而產生微觀收縮應力,影響到涂層質量,限制了涂層厚度。
四、電弧噴涂技術的新進展
近年來,隨著電弧噴涂設備和材料的不斷改進,噴涂質量顯著提高。例如加速技術的引入,使電弧噴涂的粒子束更加集中,粒子速度提高1.5倍以上,其涂層質量可與等離子噴涂技術相抗衡。就國內而言,全軍裝備維修表面工程研究中心在普通電弧噴涂噴槍的基礎上,根據空氣動力學的有關原理,對霧化氣體流態作了優化設計,成功的開發出高速電弧噴槍,使金屬粒子霧化更充分,涂層組織更加致密,且噴槍結構簡單,噴涂性能穩定。第二炮兵工程學院利用計算機輔助設計優化設計出拉伐爾噴嘴,不但使氣流的速度達到超音速,并且使粒子的飛行速度也加速到音速或者超音速,超音速霧化效果好,霧化后的粒子細小均勻,速度高,能獲得優良的噴涂層。(正航儀器撰寫)http://www.bjzazl.cn
 東莞市正航儀器設備有限公司 Copyright ? 版權所有
東莞市正航儀器設備有限公司 Copyright ? 版權所有contact us
地址:廣東省東莞市寮步鎮嶺安街2號手機微信號

微信公眾號

手機網站


