
自主研發(fā)生產(chǎn)設(shè)備,持有多項專利
主營:高低溫沖擊箱、冷熱沖擊試驗箱、兩箱冷熱沖擊箱等設(shè)備
統(tǒng)一服務(wù)熱線:
400-822-8565
158-9969-7899
主營:高低溫沖擊箱、冷熱沖擊試驗箱、兩箱冷熱沖擊箱等設(shè)備
400-822-8565
158-9969-7899
正航技術(shù)整理——光滑工件尺寸的檢驗
1、范圍
標(biāo)準(zhǔn)規(guī)定了光滑工件尺寸檢驗的驗收原則驗收計量器具的測量不確定度允許
值和計量器具選用原則。
本標(biāo)準(zhǔn)適用于用普通計量器具如游標(biāo)卡尺千分尺及車間使用的比較儀等對圖樣上注出的公差等
級為6~18級(IT6~IT18)基本尺寸至500mm的光滑工件尺寸的檢驗
本標(biāo)準(zhǔn)也適用于對一般公差尺寸的檢驗。
2、引用標(biāo)準(zhǔn)
下列標(biāo)準(zhǔn)所包含的條文通過在本標(biāo)準(zhǔn)中引用而構(gòu)成為本標(biāo)準(zhǔn)的條文本標(biāo)準(zhǔn)出版時所示版本均
為有效所有標(biāo)準(zhǔn)都會被修訂使用本標(biāo)準(zhǔn)的各方應(yīng)探討使用下列標(biāo)準(zhǔn)版本的可能性。
3、總則
3.1驗收原則
所用驗收方法應(yīng)只接收位于規(guī)定的尺寸之內(nèi)的工件。
3.2驗收方法的基礎(chǔ)
由于計量器具和計量系統(tǒng)都存在內(nèi)在誤差故任何測量都不能測出真值另外多數(shù)計量器具通常
只用于測量尺寸不測量工件上可能存在的形狀誤差因此對遵循包容要求的尺寸工件的完善檢驗還應(yīng)測量形狀誤差如圓度直線度并把這些形狀誤差的測量結(jié)果與尺寸的測量結(jié)果綜合起來以判定工件表面各部位是否超出實體邊界。
考慮到在車間實際情況下通常工件的形狀誤差取決于加工設(shè)備及工藝裝備的精度工件合格與
否只按一次測量來判斷對于溫度壓陷效應(yīng)等以及計量器具和標(biāo)準(zhǔn)器的系統(tǒng)誤差均不進(jìn)行修正因
此任何檢驗都存在誤判為保證驗收質(zhì)量本標(biāo)準(zhǔn)規(guī)定了驗收計量器具的測量不確定度允許值和計量器具選用原則。
3.3標(biāo)準(zhǔn)溫度
測量的標(biāo)準(zhǔn)溫度為20攝氏度。
如果工件與計量器具的線膨脹系數(shù)相同測量時只要計量器具與工件保持相同的溫度可以偏離20攝氏度。
3.4驗收
驗收是檢驗工件尺寸時判斷合格與否的尺寸界限。
驗收是從規(guī)定的實體(MML)和最小實體(LML)分別向工件公差帶內(nèi)移動一
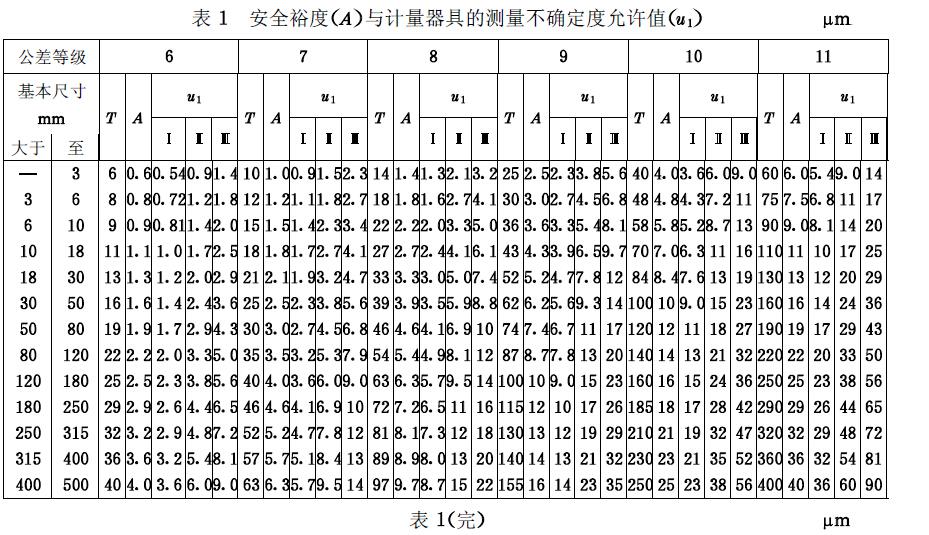
個安全裕度(A)來確定,如圖1所示.A值按工件公差的1/10確定其數(shù)值在表1中給出。
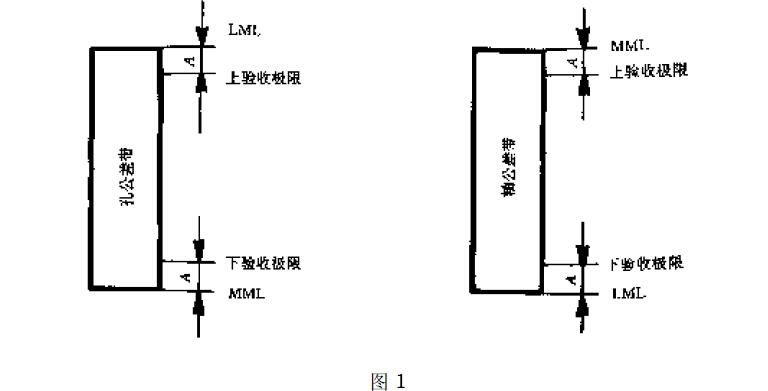
孔尺寸的驗收:
上驗收=最小實體(LML)-安全裕度(A)
下驗收(LML)實體安全裕度(A)
軸尺寸的驗收極:
上驗收(LML)實體安全裕度(A)
下驗收(LML)最小實體安全裕度(A)
驗收等于規(guī)定的實體(LML)和最小實體(LML)即A值等于零.
 東莞市正航儀器設(shè)備有限公司 Copyright ? 版權(quán)所有
東莞市正航儀器設(shè)備有限公司 Copyright ? 版權(quán)所有contact us
地址:廣東省東莞市寮步鎮(zhèn)嶺安街2號手機(jī)微信號

微信公眾號

手機(jī)網(wǎng)站


